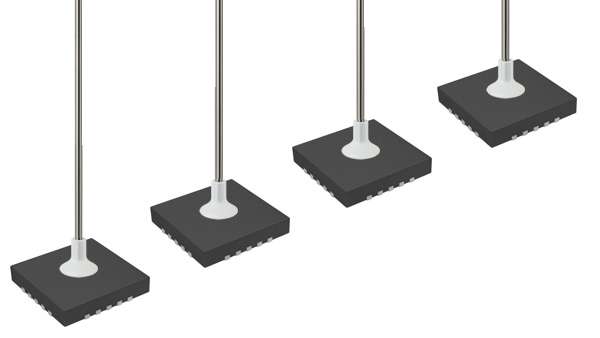
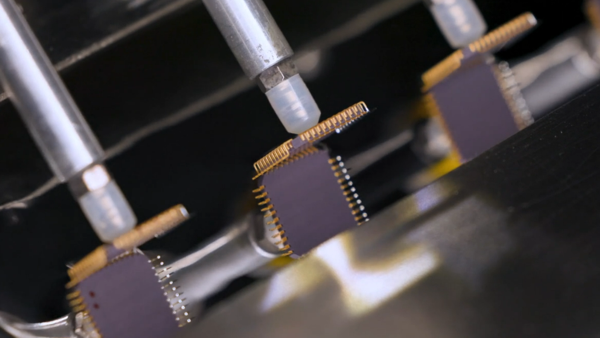
11.7 Component Pad Conditioning and Tinning, Leadless Components
Condition and tin leadless component pads using controlled solder techniques. Covers surface preparation and inspection to verify uniform solderability for reliable attachment.
Minimum Skill Level: Expert
Conformance Level: High
REQUEST FOR QUOTE GUIDES INDEX