|
Outline
This procedure covers the robotic tinning of J-lead components.
|
|||||||||||||||||||||||||||||||||||||||
|
Procedure
Evaluation
|
|||||||||||||||||||||||||||||||||||||||
Images and Figures
Tinning, J-Lead Components, Robotic Method

Figure 1. Use a matrix tray or fixture tray to position the components for pickup.

Figure 2. Set up the robotic tinning system with the proper process parameters.
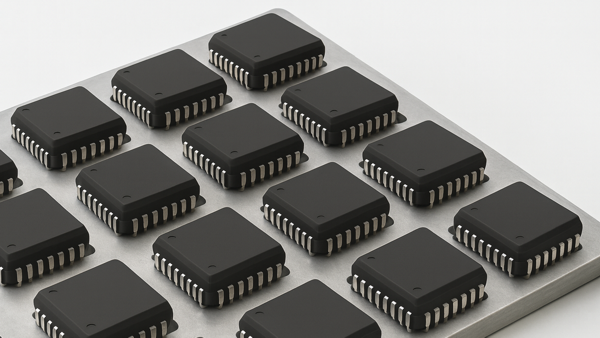
Figure 3. Place the components into the tray and position the tray in the system's staging area.
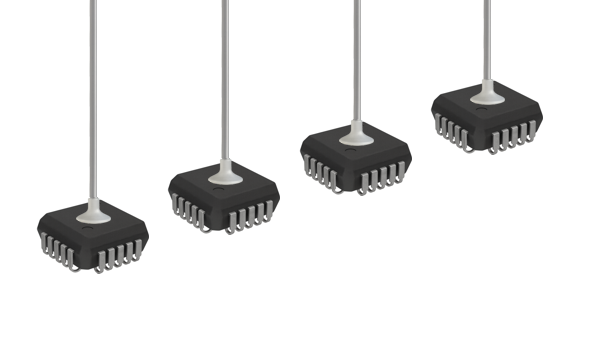
Figure 4. The system will use a vacuum-pickup to retrieve one or more components from the tray.
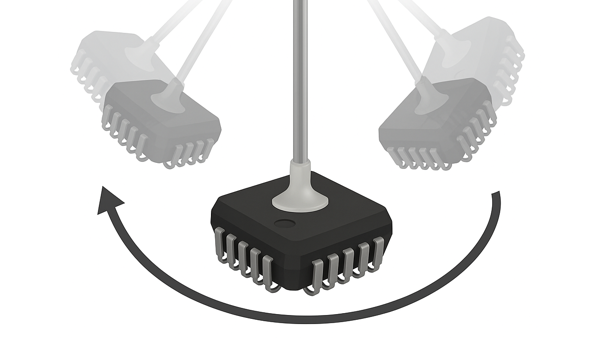
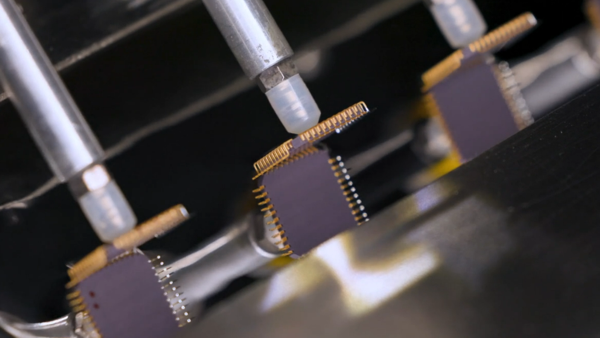
Figure 5. The robotic arm will dip the terminations into the solder wave and manipulate the components to ensure complete solder coverage.
|
|||||||||||||||||||||||||||||||||||||||
11.5 Component Lead Conditioning and Tinning, J-Lead Components
This procedure covers robotic tinning of J-Lead components.
Minimum Skill Level: Expert
Conformance Level: High
REQUEST FOR QUOTE GUIDES INDEX









