
|
Outline
This coating removal procedure uses a controlled, low-temperature, localized heating method to remove thick coatings by overturning or softening them.
|
|||||||||||||||||||||||||||||||||||
|
Procedure
Thermal Parting Method
Hot Air Method
Evaluation
|
|||||||||||||||||||||||||||||||||||
Images and Figures
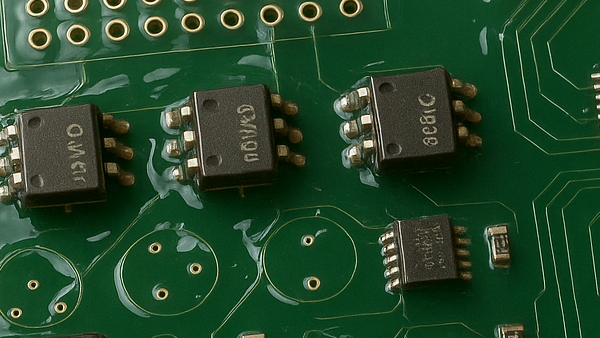
Coating Removal, Thermal Method
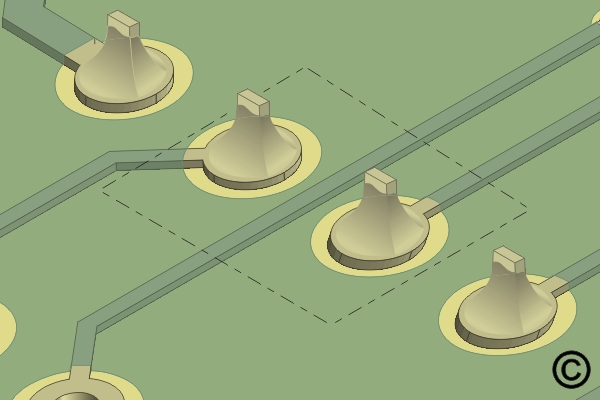
Figure 1. The area requiring coating removal is identified.
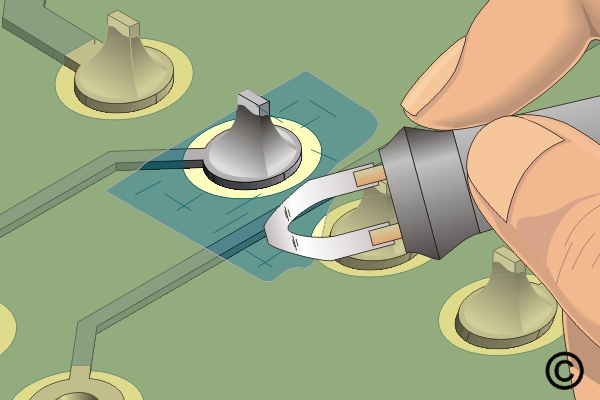
Figure 2. Select an appropriate thermal tip and set the tip temperature. Apply the tip to the coating using light pressure to soften and remove the coating.
Figure 3. Optionally apply hot air to the work area and use a wood stick to remove the overcured coating.
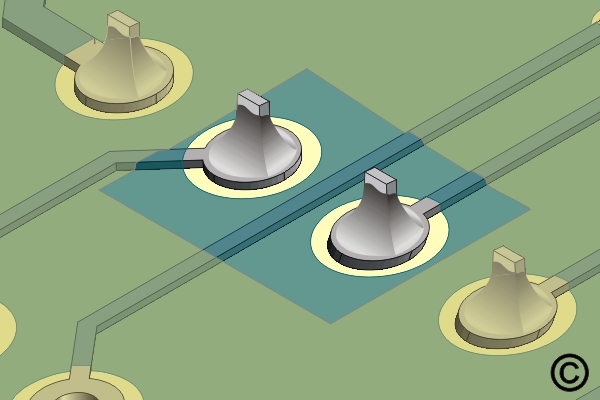
Figure 4. Continue as needed until the required coating material is removed.
|
|||||||||||||||||||||||||||||||||||
2.3.4 Coating Removal, Thermal Method
Procedure covers the methods for removal of coatings on circuit board assemblies using heat to overcure the coating.
Minimum Skill Level: Advanced
Conformance Level: High
REQUEST FOR QUOTE GUIDES INDEX





