The Essential Guide for High-Reliability BGA Component Re-balling
Introduction
This paper provides a comprehensive overview of the challenges and best practices associated with the reballing process of Ball Grid Array (BGA) components. The paper explores the complexities involved in removing and replacing solder balls on BGAs, emphasizing the criticality of achieving high-reliability connections. The guide covers various topics, including selecting appropriate reballing techniques, the importance of accurate alignment, solder ball composition considerations, and the significance of proper thermal profiling.
Details
Some ball grid array (BGA) devices need to be converted from a lead-free finish, predominantly from a SAC305 (Sn96.5/Ag3.0/Cu0.5) to a tin-lead (Sn63Pb37) finish to meet the requirements of various defense, aerospace, or other high-reliability applications where the use of lead-free solders are not allowed due to tin whisker concerns.
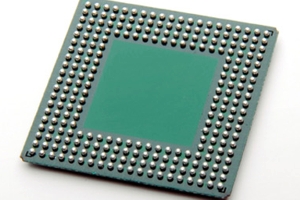
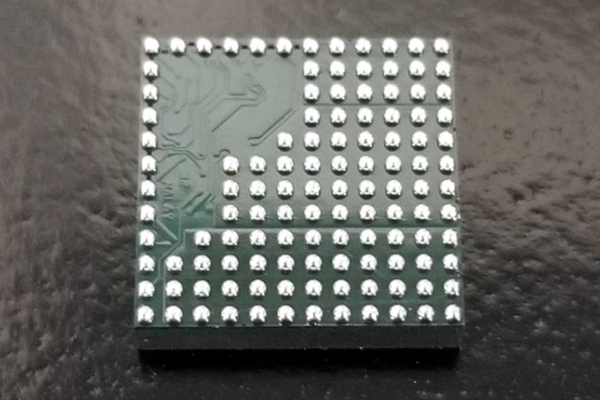
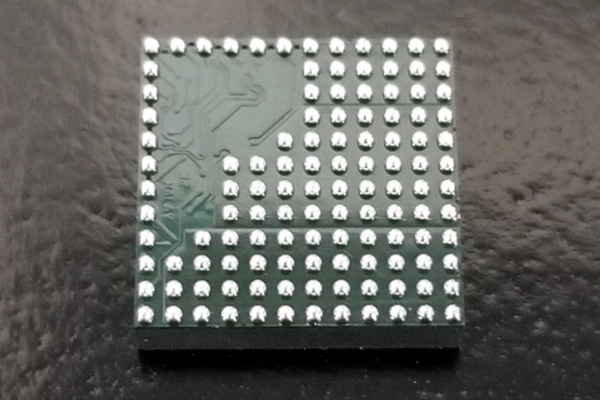
The first step in this conversion process is de-balling, where the original lead-free solder balls are removed from the underside of the BGA device, exposing the interposer's pads. This de-balling process is followed by manual or automated re-balling consisting of fluxing, alignment, and attachment of new solder spheres of the replacement alloy, reflowing, inspection, cleaning, and performing any specified tests re-packaging.
Image 1. Reballed BGA component.
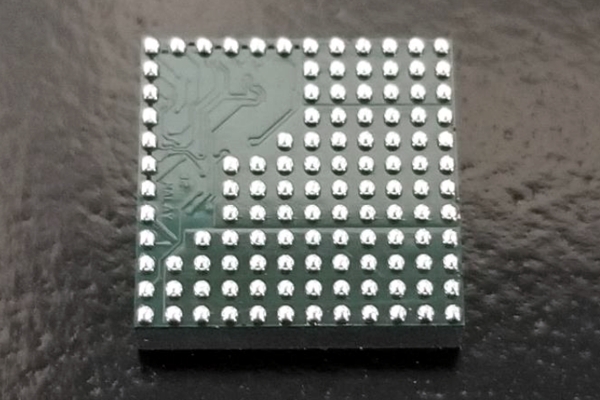
BGA de-balling of SAC305 components is best accomplished using a robotic hot solder dip (RHSD) machine equipped with a dynamic solder wave and Sn63Pb37 solder. See image 2.
Robotic hot solder dip machines are available with single or dual solder waves. A single-wave stripping process is adequate. The dynamic solder wave has sufficient scrubbing action to completely remove and replace the original SAC solder with a thin meniscus of Sn63/Pb37 solder. Using a dual solder wave for BGA de-balling is typically not recommended since the additional thermal cycle can degrade the BGA device. Any residual silver or copper from the original SAC305 interconnections would be negligible.
Even though SAC305 overwhelmingly consists of tin, routine analysis of the stripping pot must be carried out to ensure the contamination level for silver remains below the J-STD-001 allowable maximum of 0.10% and copper remains below 0.02%. If the alloy in the stripping pot becomes contaminated with lead-free solder, the remaining solder could also become contaminated.
Image 2. Robotic BGA ball removal.
Automated de-balling processing can be performed on multiple BGA devices using an RHSD machine equipped with a multiple-position arm and includes the following process steps:
Automated vacuum pickup of multiple BGA components from a JEDEC matrix tray or custom-machined tray utilizing the multi-axis robotic system
Flux application to existing BGA solder spheres
Removal of excessive flux with air knife
Programmable pre-heat cycle to activate flux and pre-heat the BGA package
Dynamic solder wave to remove and flush away original solder balls
Ultra-filtered heated water rinse to remove flux residues
Drying of BGA components with air knife
De-balled components returned to matrix tray
Clean and inspect BGA components
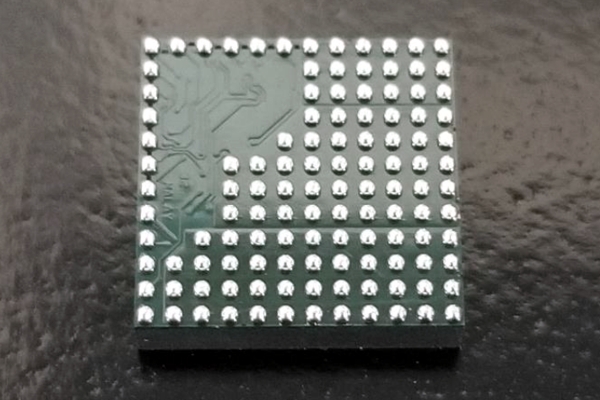
Image 3. Various BGA reball stencils.
BGA component re-balling services are available for BGA devices with a pitch as fine as 0.35 mm pitch. There are various methods for solder sphere attachment when re-balling BGAs and other area array devices such as land grid array (LGA) and quad flat pack, no leads (QFN) devices including solder paste deposition, or using tacky flux and replacement solder spheres. BGA component re-balling services are available for BGA devices with a pitch as fine as 0.35 mm pitch.
Ball count, device pitch, sphere diameter, solder alloy, and package size are all considerations for the appropriate method. The use of tacky flux is the most common approach since solder paste volume variability will contribute to the final sphere volume variability. Therefore sphere size and the paste can create additional voiding by incorporating flux volatiles into the last sphere.
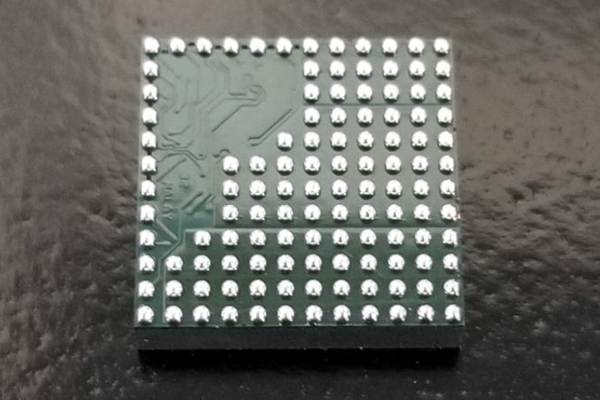
Image 4. BGA solder spheres and BGA reball stencil.
Following the de-balling process, re-balling of individual or multiple BGA devices is carried out consisting of the following process steps:
Solder sphere attachment carried out with multi-stage reflow oven or IR oven
Clean and inspect BGA components
Bake as required to comply with MSL requirements
Post re-balling process inspection protocols should include the following:
Z-height of solder balls to bottom interposer surface verifying device co-planarity
Missing solder balls
Solder ball volume
Oversized solder ball volume
Shorts between adjacent solder balls
Detection of foreign object debris
When re-balling, the use of reliable, repeatable, and industry-wide proven processes that comply with the following are recommended or specified by customer specifications:
J-STD-001 Requirements for Soldered Electrical and Electronic Assemblies
GEIA-STD-0006 Requirements for Using Solder Dip to Replace the Finish on Electronic Piece Parts
IEC TS 62647-4 Process Management for Avionics - Aerospace and Defense Electronic Systems
Post re-ball verification and inspection services, at a minimum, will include visual inspection at 10x magnification to confirm sphere condition, ball alignment, size, and location. Additional post-processing inspection and testing may be required on all or a sampling of parts and include:
Ionic cleanliness (ROSE) testing per IPC-TM-650-2.3.25
XRF for alloy composition and finish thickness per JESD 213
X-ray inspection for solder ball void analysis per J-STD-001
Solderability testing per J-STD-002
SAM (scanning acoustic microscopy) testing per J-STD-035
Ball shear testing per JESD22-B117
Destructive physical analysis (DPA) per MIL-STD-1580
Hermeticity testing (fine and gross leak) per MIL-STD-883
Temperature, humidity, and bias testing
Parametric testing
Upon completion of re-balling, inspection, and testing, the re-marking of components may also be specified. There are various options for component marking, such as:
Epoxy ink dot marking per Mil-STD-130, Mil-STD-883, and or A-A-56032, and other standards-driven by customer requirements
Laser marking with a revised part number
Component labeling per Mil-STD-130, Mil-STD-883 and or A-A-56032, and other standards-driven by customer requirements
Finally, the re-balled devices can be re-packaged. Considerations for packaging include:
Tape and reel service per EIA-481
Component MSL dry bake per J-STD-033
Component MSL packaging in vacuum-sealed barrier bags with desiccant pack and moisture indicator card per J-STD-020
Package identification and MSL labeling
Conclusions
This paper provides a comprehensive and insightful analysis of the critical issue of BGA component reballing. The authors' focus on the challenges and best practices associated with reballing techniques offers valuable guidance to engineers and technicians. The paper emphasizes the importance of high-reliability standards, such as proper inspection, cleaning, soldering, and reflow profiles, to ensure successful reballing of BGA components.
With its well-researched content and practical recommendations, this guide is an essential resource for professionals striving to achieve optimal performance and reliability in their BGA reballing processes.
Several members of the Circuit Technology Center team contributed to this feature story.