Outline
This procedure covers reballing of BGA components.
Minimum Skill Level - Expert
Recommended for technicians with advanced soldering and component rework skills and extensive experience in most repair/rework procedures.
Conformance Level - High
This procedure most closely duplicates the physical characteristics of the original, and most probably complies with all the functional, environmental and serviceability factors.
Joint Industry Standard for Handling, Packing, Shipping and Use of Moisture/Reflow Sensitive Surface Mount Device
J-STD-001
Requirements for Soldered Electrical and Electronic Assemblies
GEIA-STD-0006
Requirements for Using Solder Dip to Replace the Finish on Electronic Piece Parts
Kits and Systems
Precision Tool Set
Nine precision-crafted tools for detailed circuit board work.
Tools and Materials
Cleaning Brushes
Disposable brushes for solvent cleaning and application of coatings.
Foam Swab, Small
Swabs for use with solvents and application of color agents and epoxies.
Gloves
Disposable, puncture-resistant gloves designed for handling mild chemicals.
Additional Items and Supplies
Cleaner
General purpose cleaner for removing contamination.
Cleaning System
Batch or inline cleaning system for removing fluxes and contamination.
Desolder Braid
Woven copper wire designed to wick solder from surfaces and holes.
Microscope
Precision microscope with stand and lighting for work and inspection.
Mini Reflow Oven
Small reflow oven for controlled solder reflow.
Oven
General purpose oven for drying, baking and curing epoxies.
Safety Glasses
Protect your eyes and your vision with proper safety glasses.
Solder Flux
Used to prepare solder surfaces and to prevent formation of oxides during soldering.
Solder Paste
Solder paste for component soldering and rework.
Solder Spheres
Solder balls or spheres for BGA component reballing and rework.
Soldering Iron
Properly maintained soldering iron and properly sized soldering iron tips.
Tweezers
Multiple sizes and tip configurations of tweezers for various small parts handling needs.
Wipes
Nonabrasive, low-linting wipes for cleanup.
Images and Figures
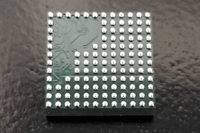
BGA component prior to reballing.
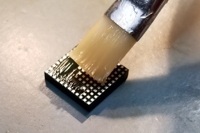
Figure 1. Remove existing solder spheres on BGA components using desolder braid.
Figure 2. Apply tacky flux to flat BGA component pads using a brush.
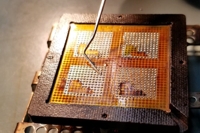
Figure 3. Place the BGA component(s) into a fixture and cover with the appropriate stencil.
Figure 4. Mini reflow oven used for controlled reflow of solder balls.
Procedure - Solder Braid Ball Removal
Ensure all BGA components to be processed meet the requirements for acceptable moisture levels.
Note: For information on baking and moisture level control see 2.5 Baking and Preheating
Remove existing solder spheres on BGA components using desolder braid. Place the de-solder braid on the balls to be removed, and gently place the soldering iron on the desoldering braid. Apply very light pressure to melt the solder balls. As the solder melts, it will be drawn onto the copper desoldering braid by capillary action. Repeat as needed to remove all the solder balls. See Figure 1.
Clean the BGA components with an approved cleaning solution. Cleaning solutions may be specified by the customer or contract. A typical cleaning process may use a cleaning brush and cleaner. Gently brush the surface until all evidence of flux and debris has been removed. Dry with a clean wipe or blow dry using an air gun.
Procedure - Mini-Oven Attachment
Apply tacky flux to the flat BGA component pads using a brush. Flux should be evenly applied across the entire BGA pad surface. Use minimal flux needed to fully cover the surface. Remove any excess flux. See Figure 2.
Place the BGA components into a fixture and cover with a matching stencil. Check to ensure the alignment is correct. See Figure 3.
Place a quantity of the appropriate size solder spheres into the fixture and use a clean cleaning brush to distribute the solder spheres, so they fill all the open apertures in the BGA component stencil. Check to be sure all the apertures are filled with only one solder sphere. Tilt the fixture and pour the excess solder spheres into a collection container for reuse.
Note: Avoid overloading the solder stencil with excess solder spheres as they may wedge under the stencil. This will make lifting the stencil to remove any excess solder spheres difficult.
Place the component and fixture into the mini BGA reflow oven. See Figure 4.
Turn the Mini BGA reflow oven on and select the proper profile. Note: If a profile has not been defined, a profile will need to be created.
Close the cover of the Mini BGA reflow oven and press the start button. The oven will go through the required preheat, reflow, and cooling cycles.
When the temperature has cooled below 100 C, use gloves and remove the reball fixture from the mini BGA reball oven once. Allow the fixture and components to cool for one minute to ensure package thermal stability prior to removing the BGA component from the fixture.
Visually inspect the BGA components balls for proper alignment and appearance.
Clean the BGA components in the approved cleaning solution.
Inspect the body of the BGA component for abnormalities.