Outline
This procedure covers the development of thermal profiles for BGA component removal and replacement using the Air-Vac Smart Track BGA Rework System. The procedure will automatically develop an optimized profile.
Minimum Skill Level - Expert
Recommended for technicians with advanced soldering and component rework skills and extensive experience in most repair/rework procedures.
Conformance Level - High
This procedure most closely duplicates the physical characteristics of the original, and most probably complies with all the functional, environmental and serviceability factors.
Kits and Systems
Heat Shield Kit
Kit includes tools and materials needed to protect heat sensitive area of a circuit board during rework.
Precision Tool Set
Nine precision-crafted tools for detailed circuit board work.
BGA Rework System
Hot air or infrared BGA component rework system.
Cleaner
General purpose cleaner for removing contamination.
Microscope
Precision microscope with stand and lighting for work and inspection.
Oven
General purpose oven for drying, baking and curing epoxies.
Wipes
Nonabrasive, low-linting wipes for cleanup.
Heat Shield
During component rework, protection of nearby components is often mandatory to avoid collateral heat damage or inadvertent reflow. Collateral heat damage or unintended reflow of adjacent component solder connections can result in component damage, oxidation, de-wetting, pad damage, wicking, starved joints, and scorching. The rework technician must constantly be aware of the effect of heat on the target device or circuit, plus how it affects components near the target device on both sides of the assembly.
235-4010 Heat Shield Blanket
These are 5" x 7" sheets of fiberglass fabric, aluminum foil laminate with a pressure-sensitive adhesive backing. Heat Shield Blanket is designed to reflect 90% of the radiant heat energy. It will withstand continuous heat in the leaded and lead-free solder melt temperature range and short-term exposure at temperatures up to 1000°F/538°C. Heat Shield Blankets can be used in conjunction with Heat Shield Plates to create a more robust thermal shield with a more rigid structure.
235-4060 Heat Shield Plates
These are light gauge 5" x 7" aluminum sheets used primarily when simple heat deflection is required. Heat Shield Plates are easy to size, cut, form, and bond or tape into place using the high-temperature mask or high-temperature tape supplied in the kit. When using Heat Shield Plate material to deflect heat, leave a small space between the Heat Shield Plate and the protected component or area to avoid direct contact transfer of heat.
115-9010 Mask, High Temperature
This product is a high-temperature, quick cure, synthetic latex, peel-able solder mask supplied in syringes with dispensing needles. This mask can create free-form heat shielding or seal the edges of the Heat Shield Blanket or Heat Shield Plates. This mask cures at room temperature in 5 minutes. Once dried, it can be peeled off after use.
Images and Figures
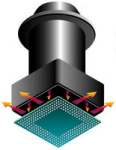
Ball Grid Array Rework Station
Figure 1: Place the tip of Thermocouple #2 on the center of the BGA component. Secure with Thermal Adhesive.
Figure 2: Place Thermocouple #3, and #4 under opposite corners of the BGA Profile component. Place Thermocouple #5 under adjacent component. Secure Thermocouples the circuit board surface using High Temperature Tape.
Figure 3: Place supports under circuit board to support area around BGA Component to be profiled.
Figure 4: Position the IR Sensor Thermocouple #1 approx. 2" from edge of BGA component being profiled.
Caution - Operator Safety: A thorough review of the equipment manual and comprehensive training is mandatory. Daily maintenance is essential. Consult the equipment manual for more information.
Caution - Component Sensitivity: This method may subject the component to extreme temperatures. Evaluate the component's tolerance to heat prior to using this method. Plastic BGAs are especially sensitive to moisture absorption. Carefully evaluate pre-bake requirements.
Caution - Circuit Board Sensitivity: Circuit boards are fabricated from a wide variety of materials. When subjected to high temperatures, they are susceptible to the following types of damage:
1. Layer delamination.
2. Copper delamination, separation of pads, barrels of inner layers.
3. Burns and solder mask chipping.
4. Warp.
Each circuit board must be treated individually and scrutinized carefully for its reaction to heat. If a series of circuit boards are to be reworked, the first several should be handled with extreme care until a reliable procedure is established.
1.0 Overview
This procedure automatically creates a thermal profile based on user-defined target parameters. These may include; board temperature, soak duration, BGA package temperature, BGA package ramp rate, solder joint temperature, and time over reflow. The Smart Track profile development method is non-destructive since drilling holes to embed thermocouples is eliminated.
However, profile development circuit boards may be subjected to multiple thermal cycles. The Smart Track method automatically adjusts heater temperature, gas flow rates, and duration on a real-time basis. The method uses an automatic repetition procedure, using information learned from previous runs to optimize the process.
Note: Read and understand all instructions that accompany each project prior to starting.
Note: Prior to starting the profile development process, both the BGA Rework machine and the circuit board should be at, or near, room temperature. Avoid the use of fans to cool the circuit board, or BGA rework machine during Profile Development. Doing so may interfere with the software program. Allow the circuit board and BGA rework machine to cool naturally.
Note: Profiles developed on one Air-Vac machine are portable and may be transferred to other Air-Vac machines.
Note: If the circuit board has multiple BGA component locations that require profiles, and all the BGA components are the same type and size, one rework profile may be used for all. The BGA component location to select for the profile should be the one that will generally be the most challenging to rework. The most difficult BGA components to rework will generally be:
Closest to the edge of the circuit board.
In the most densely populated area.
Near, or surrounded by, a ground plane.
Note: This procedure references temperatures used when processing BGA components soldered using tin-lead solders. Temperature adjustments may be required when processing components soldered using higher temperature lead-free solders.
2.0 Initial Setup
Select the BGA rework nozzle that will be used to develop the BGA rework profile. The nozzle part number should correspond to BGA physical size. Test fit the nozzle. The nozzle should fit over BGA component with minimal gap.
Record the nozzle part number, BGA component height, and circuit board thickness on BGA Rework Process Worksheet.
X & M
Style Nozzles
EZ & DVG
Style Nozzles
ACG
Style Nozzles
EZ & DVG Style Nozzles
Not package specific. Zero adjacent component clearance. Adjacent components within .300" may reflow.
ACG Style Nozzles
Component-specific design. An oversized heating tube optimizes thermal performance. Torlon corner standoff eliminates placement height concerns. Adjacent component clearance=.200". Also available with .100" clearance.
Note:
Depending on the BGA Nozzle type, the epoxy that secures the Thermocouple to the top of the BGA component to be profiled may prevent the BGA Nozzle from contacting the circuit board surface.
Test all thermocouples prior to each use using a digital thermometer.
Test fit the circuit board on the base of the BGA rework machine. Consider the following:
The need to remove components or other hardware to allow the location to fit under the nozzle without interference. If a component needs to be removed, see the appropriate procedure. Properly label removed components so that they can be replaced.
Need to apply "heat shields" using high temperature tape or aluminum foil.
Location and placement of Thermocouples.
Clean the top of the BGA component to be profiled. Place the tip of thermocouple #2 on the center of the BGA component. Apply high-temperature tape to temporarily hold the thermocouple in position. The tape should not cover the tip of the thermocouple. (See Figure 1)
Mix up a small amount of thermal adhesive. Stir for one minute to ensure a complete mix. Apply a small dab (approx. 1/4" in diameter) to secure the thermocouple tip to the BGA top. Place the circuit board in an oven for 15 to 30 minutes at 160 - 175F to cure the adhesive. After the adhesive cures, remove it from the oven and allow it to cool. (See Figure 1)
Place thermocouple #3 under one corner of the BGA component. Place thermocouple #4 under the opposite corner of the BGA component. Thermocouples should be inserted far enough so that the wire insulation is just under the BGA component. The optimum location for these thermocouples is between the 2nd and 3rd row of BGA solder balls. If needed, check the location of thermocouples using a microscope. Secure the thermocouples on the circuit board surface using high-temperature tape. (See Figure 2)
Note: The corners selected should be those closest to adjacent components or ground plane areas.
Place thermocouple #5 under corner of adjacent component. Secure the thermocouple on the circuit board surface using high-temperature tape. Apply high-temperature tape to divert hot air from BGA rework nozzle from flowing directly onto the thermocouple.
Place thermocouple (#6) directly under the center of the BGA component on the opposite side of the circuit board, directly in contact with the circuit board surface. Secure the thermocouple on the circuit board surface using high-temperature tape.
Table 1 - Thermocouple Locations
Number
Thermocouple Location
1
IR Sensor
2
Top center of BGA component to be profiled.
3
Corner location under BGA component to be profiled.
4
Opposite corner location under BGA component to be profiled.
5
Under adjacent component.
6
Bottom side of the circuit board under the center of BGA component to be profiled.
3.0 Profile Development Setup
Place the circuit board on the base of the BGA rework machine. The Circuit board should be centered over the bottom heater. Clamp circuit board in place using built-in machine clamps.
If needed, remove tape previously placed on the top of the BGA component to be profiled.
Plug in the Thermocouples as shown in Table 1 - Thermocouple Locations.
Install BGA Rework Nozzle in BGA Rework Machine. Depending on the nozzle type, the epoxy securing the Thermocouple to the top of the BGA component may prevent the nozzle from contacting the circuit board surface.
Position circuit board so that BGA component to be profiled is aligned below nozzle. Fine adjust X, Y, and theta positions and lock the machine base.
Lift Board Carrier and place supports under circuit board to support area around BGA Component to be profiled. Check to be sure supports contact circuit board surface, not components. Lower Board Carrier. (See Figure 3)
Position the IR Sensor Thermocouple #1 approx. 2" from the edge of the BGA component being profiled. Sensor should be above a spot on the circuit board surface free of components. IR Sensor averages the surface temperature over a 3" circle. (See Figure 4)
Power on the machine. Pass "operator registration" and "password login" screens.
Select "Control" - "Thermal Smart Track" - "Auto Temperature Profiling". The Thermal Smart Track screen appears. The system will automatically initialize the process parameters (user-adjustable) to the default (standard) settings. These factory settings represent a good starting point to begin the profile. If needed, the system will make adjustments automatically during the "optimize" cycles.
Note: Prior to starting the profile development process, both the BGA Rework machine and the circuit board should be at, or near, room temperature. Avoid the use of fans to cool the circuit board, or BGA rework machine during Profile Development. Doing so may interfere with the software program. Allow the circuit board and BGA rework machine to cool naturally.
Enter the following information onto the screen. Values may vary depending on the application.
Table 2 - Cycle Parameters
Parameter
Standard Value
Device Joint(s) Average - Target (C)
200 C
Device Joint(s) Average - Cool Down (C)
160 C
Device Joint(s) Average - Reflow (s)
060 seconds
Min. Soak (C)
140 C
Max. Soak (C)
170 C
Soak (s)
060 seconds
T/C - Highlight Thermocouples being used.
Device Top T/C #2 - Max (C)
230 C
Device Top T/C #2 - f(x)
2
Board Control T/C #1 - Target (C)
090 C
Board Control T/C #1 - Start (C)
065 C
Board Control T/C #1 - Max (C)
130 C
Adjacent Device(s) Independent - Max (C)
180 C Normally T/C #5
Nozzle Control Flow (%)
Set by selecting Nozzle Part No.
Nozzle Control Preheat (C)
125
Device Top Ramp (C/s)
1.0
4.0 Profile Development Operation
Recheck the values entered into the "Automatic Temperature Profiling" screen.
In the Options section, Click the "Cycle Start/Stop" icon to start the Automatic Temperature Profiling cycle.
If Automatic Temperature Profiling cycle fails to start, follow the "Pop-Up" instructions.
Monitor the process and stop the system if the Board Control T/C #1 temperature exceeds 183 C.
You can monitor various stages by observing the following indicators:
Board - This stage ends when the Board Control Target temperature is reached.
Preheat - This stage ends when the PCB Target temp. of the Board Control is reached.
Soak - This stage ends when the Soak Seconds value of the Device Joints is reached.
Reflow - This stage ends when the Reflow Seconds value of the Device Joints is reached.
Cool Down - This stage ends when the solder joints are under 183 C.
If all of the Thermal Profile Parameters have been met on the first pass "Done" indicator will be illuminated. Proceed to section 5.0 Profile Saving.
If all of the thermal profile parameters have not been met on the first pass, the "Optimize" indicator will be illuminated.
Note The system will automatically run up to 3 additional cycles. Do not Start or Stop the machine, nor make any parameter changes. The system will restart another cycle once the circuit board has cooled down to the Board Control T/C #1 Start Temperature.
The following Process Optimization Rules may be applied during the Optimize cycles. Only one rule can be applied per optimize cycle.
001 - The targeted device joint average temperature was not achieved. Attempt to increase device top maximum temperature by 5 C. If the device's top maximum temperature is currently implemented, the rule is skipped.
002 - The actual reflow time was less than the target reflow time minus 10 seconds (the system provides a 10-second success window). To compensate, the system will consider the actual cool-down time. Next, the system will compute the necessary time extension to achieve the targeted reflow seconds. This time extension is implemented using a device joint average temperature maintain mode. The heating and flow sub-systems will be pulsed on/off to maintain the current device's joint average temperature rather than simply turned off when the joint temperature is reached as in the original cycle.
003 - The target device joint average temperature was not achieved. If the targeted device joint average temperature is at the minimum, the rule is skipped.
If the system changes any values, record the values on the BGA Rework Process Worksheet.
After the additional Profile Cycles, the system will illuminate the "Done" light.
Note: If an optimized cycle can not be achieved, the system will report this condition to the user. Refer to the Air-Vac manual for further information.
5.0 Profile Saving
Save the new Profile by clicking on the "Save" button in the upper left corner of the screen.
Enter the "Long Name" of the profile. (Example: ley 15 IC 907)
Click on the "Thumbs Up" icon, the OK, then click on the "Thumbs Up" icon again.
Using "Print Options," print a copy of the graph page and run a Data Point Summary Report.
Click on the "Thumbs Up" icon to display a new screen.
Check the "Build Profile" box.
Check the "Component Removal" box.
Check the "Removal Retry" box.
Check the "Component Placement" box.
Record the Nozzle Length: Click on the "Asterisk" (*) and select the nozzle size.
Record the Device Height: Click on the "Asterisk" (*) and select the BGA type.
Record the circuit board thickness: Enter the value.
Save the profile using the profile "Long Name" as follows:
Customer Name
Circuit Board Type
BGA Ball Count and Part Type
BGA Location
Nozzle Part Number
Operator Initials
Send the file to Profile Library 1/99.
Click on the "Thumbs Up" icon.
Click on Save = OK.
If needed, the new Profile can be tested. It is suggested that the Removal cycle be performed using this new profile.
When complete, remove all Thermocouples except the #6 Bottom Side. Remove the circuit board from the machine, and store for further use.